


processing center iron center machine series a-v700 cnc conversational advanced

|
TECHNICAL DATA:
|
|||
| CHUCK TABLE | |||
| Dimensions | 760 x 500 mm | ||
| Cave at “T” N ° – wide – step | 4 – 14 -100 | ||
| Load capacity | 600 Kg | ||
| RACING | |||
| X axis (longitudinal) | mm. 700 | ||
| Y axis (transverse) | mm. 500 | ||
| Z-axis travel (vertical) | mm. 450 | ||
| LINE SPINDLE | |||
| Standard spindle nose | BT 40 | ||
| Speed of rotation | rpm /1′ 12.000 | ||
| Distance spindle nose – working table | mm. 160 – 800 | ||
| SPEED PROGRESS | |||
| Rapid feeds axes X and Y | mm. /1′ 24.000 | ||
| Z-axis rapid feeds | mm. /1′ 20.000 | ||
| Working feeds | mm. /1′ 1÷10.000 | ||
| TOOL STORAGE | |||
| inventory tool position | n. 24 | ||
| Warehouse management system | |||
| Random two-way | |||
| Tool change time (chip – chip) | |||
| Sec. | 3.5 – 5.5 | ||
| Length max. | mm. 250 | ||
| Weight max. Tool | 5 Kg | ||
| POWER MOTORS | |||
| 7.5 to 11 kW spindle motor | |||
| Engines X / Y / Z | KW 1/1/1 | ||
| Pump motor lubrication of the guides | W 20 | ||
| Twist axes X, Y, and Z | Nm 12/12/1930 | ||
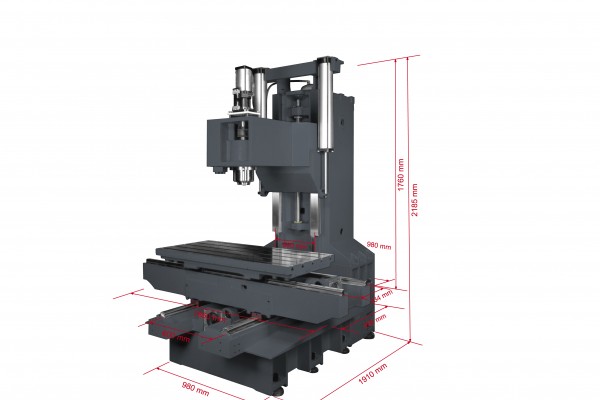
| DATA FOR INSTALLATION | |||
| Space occupied the ground | mm. 2050 x 2430 | ||
| Machine height | mm. 2500 | ||
| Three phase power supply | 220/380V – 50Hz | ||
| Machine weight | 4500 kg | ||
|
STANDARD CONFIGURATION AND INCLUDED IN THE PRICE
|
||||||||
| Declaration of Conformity | ||||||||
| Current transformer electrical 380V/50Hz> 220V/50Hz | ||||||||
| Spindle motor 7.5 to 11 KW | ||||||||
| Spindle speed 12,000 g / min. | ||||||||
| Refrigerator for cooling the head | ||||||||
| Tool magazine with 24 positions | ||||||||
| Synchronized tapping | ||||||||
| Electric / Electronic Plant | ||||||||
| CF Card with 2G memory | ||||||||
| Ethernet card | ||||||||
| Flyer remote | ||||||||
| Chip conveyor | ||||||||
| hydropneumatic plant | ||||||||
| Auto power off | ||||||||
| Puff of air to the tool | ||||||||
| Heat exchanger for electrical cabinet | ||||||||
| Cooling system tools | ||||||||
| Refrigeration system through the spindle complete with pump 20 bar and filtering system | ||||||||
| Tank for swarf and coolant | ||||||||
| Automatic switch off at end of cycle | ||||||||
| Lighting the work area | ||||||||
| Leveling blocks for installation | ||||||||
| Shelters complete with integral mechanical locks and electronic | ||||||||
| Programming and maintenance manuals in Italian | ||||||||
| Certificate of testing | ||||||||
Are you interested in this product?
For purchase information or for further information, please fill out the form below.
(product information will be automatically included when submit form)
Brands

|

|

|

|

| |

|

|